| [哲成阀门]防止在高铬钢中产生氮气孔 | |
| 来源:哲成阀门 作者:刘风雷 发布时间:2014-5-9 阅读:次 | |
| 摘要
当氮在金属液中的含量超过了200ppm的时候,气孔缺陷就成了不锈钢和镍硬件铸件中的一个问题。强氮化物形成元素(例如锆)已经被用来以氮化物的形式来固定金属液中的溶解的氮。这样就防止了铸件中产生气孔,而对铸件的力学性能没有多大的影响。由于奥氏体晶界氮化铝的析出而使钢易于产生石状(沿晶界)断口的问题,也可期望通过加入锆以获得改善。
引言:
就氮转移的动力学和氮的溶解度而言,在不锈钢中的铬增加了钢液对氮的亲和力(图1)。当金属液中的溶解氮含量超过了200ppm,(大气压下,氮在γ-铁中的溶解度极限)的时候,铸件容易产生氮气孔。图2就是一个镍硬铸件表面有气孔的例子,它是由于在凝固过程中氮的析出而形成的。在铝镇静的钢水中,铸件也可能因晶界析出而出现石状断口(由在奥氏体晶界析出氮化铝而造成的)。
在用电弧炉炼钢的时候,碳氧化沸腾或吹氩可使氮含量快速减少,对于强碳氧化沸腾,其速度可达每分钟减少12ppm的氮;对于吹氩气净化来说,每分钟能减少5-7ppm的氮。但是,对于在感应炉中炼制的钢来说,除氮不是那么容易的。在这些钢中,以前熔炼时产生的回炉料(内部产生的废料)是氮的一个重要来源。因此上述原因,可以限制回炉料的利用。
在凝固前或凝固过程中,利用强氮化物形成元素(例如锆,钛),溶解在钢液中的氮就能以氮化物的形式被固定住。MTL与Highland Foundry,Surrey,BC合作,研究了CA6NM铸造合金控制氮的方法。合金CA6NM是一种含铬13%、镍4%、钼0.5%、碳0.06%(最大值)的马氏体不锈钢,用于制造要求具有抗腐蚀性、高强度和韧性的结构件。这种材料在感应电炉熔炼时容易产生氮气孔。
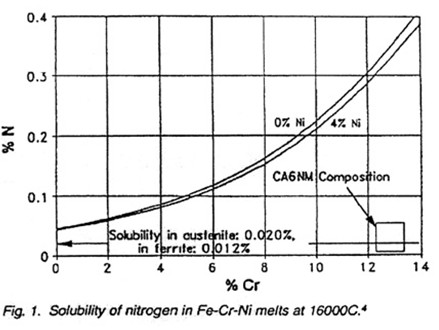 图1:在1600℃下,氮在铁-铬-镍钢液中的溶解度。
实验结果:
CA6NM钢水用来自Highland Foundry的回炉料熔制,只需添加少量合金用来弥补合金的损耗。通常,炉料中配合50%的回炉料,就足以循环利用一个工厂的所有回炉料。按照这个比例,Highland Foundry遇到了间歇性产生氮气孔的问题。在MTL,决定用100%的回炉料,因为这是一个严格的测试,以确定这些氮化物形成添加元素是否为解决这个问题做出了重大改进。因为在用50%的回炉料时,这个问题是间歇性的,用50%的回炉料,就必须铸造大量的铸件,才能用统计方法判定氮化物形成元素的积极作用。
钛和锆的比较:
图3显示了CA6NM钢水中溶解氮含量和溶解的钛或锆含量的计算平衡,其使用的数据来源于参考文献4-6。钢液中含量为0.1-0.2%的氮化物形成元素能把溶解的氮含量限制到0.02%。因此,加入下列氮化物形成元素来铸造两分支基尔试块(ASTM B208,底部开浇口)。
HL1――不加钛或锆
HL2――在包中加0.3%的钛
HL3――在包中加0.3%的锆
HL4――在包中加0.2%的锆和0.1%的钛
为了使固氮元素的实效率最佳,先在炉中用0.08%的铝,使钢液脱氧镇静,然后在浇包中插入用AL箔包裹的固氮剂。切断基尔试块,自支腿底部截取薄片样品,样片示于图4中。没有加氮化物形成元素的基尔试块有气孔缺陷,见HL1。另一方面,加Ti和Zr,或只有Ti不加Zr的,在底注基尔试块,浇口对面一侧表面附近都有针缺陷。虽然产生这种情况的原因还没有被研究,但它有可能是氢气孔,因为在有潮湿的条件下,钛会使钢对这种气孔缺陷敏感。因此,用锆(在FeSiTi40%中每千克钛37美元相对在FeSiZr35%中每千克锆美元)处理钢水需要更深入的研究。
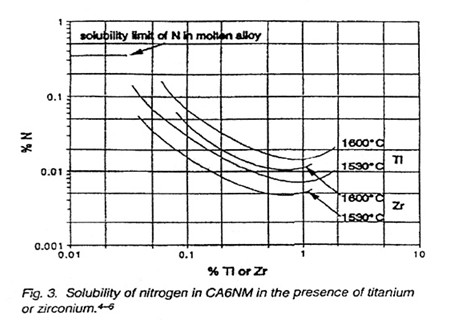 图3:在有钛或锆的情况下,氮在CA6NM中的溶解度。
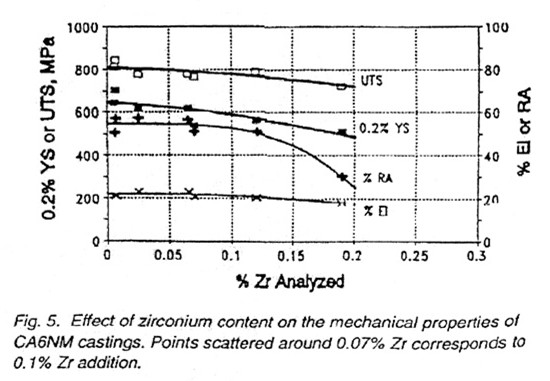
锆对力学性能的影响: 图5所示的力学性能是由按Highland厂的工艺处理的试样测定的:1040℃正火+680℃回火+620℃回火。在加锆0.1%时,对性能没有明显的影响。在锆含量更高时(0.3%),就对冲击韧度产生了不利影响。在室温下,冲击韧度从70J降到了40J;在零下46℃时,冲击韧度从30J降到了20J。
用光学显微镜和扫描电子显微镜所做的金相检测表明大小只有5微米,甚至更小的解形ZrN粒子(图6)。它们是散乱分布的,不限于任何晶界上。
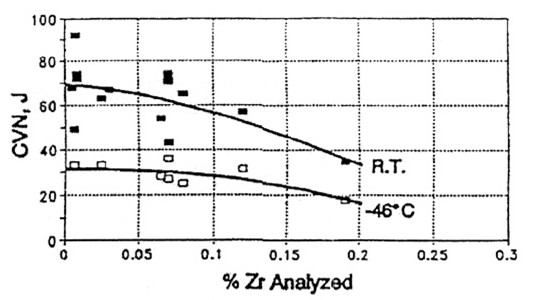
图5:锆含量对CA6NM材料铸件的力学性能的影响。散布在含0.07%锆附近的各点相当于锆加入量0.1%。
最佳的锆含量
发现加锆量0.1%就足以防止氮致气孔的产生,且锆的回收率在50-70%之间。经处理的铸件氮含量高,从而250ppm到700ppm。但是铸件并没有气孔。
我们已经知道大截面更容易产生气孔。为了确定锆在大截面中的有效性,用顶浇注浇注15cm的立方体,其冒口直径为18cm,高为18cm(表1)。出乎意料的是在这些铸件上的气孔总是余留在冒口内,靠近缩口处,以裂隙状态出现(图7)。而加入锆处理的作用是使气孔部位变小了。
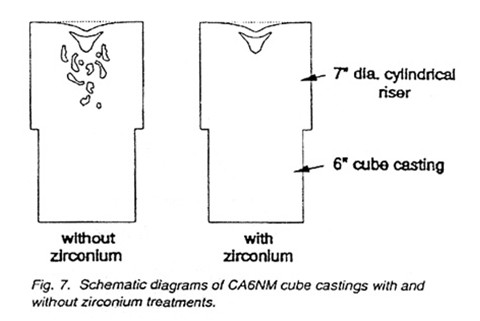 图7:经锆处理过的和未经锆处理的CA6NM立方铸件的示意图
讨论: 表1中示出了钢液熔清后、出炉前,所取的销状试样和自铸件上所取固体样品中的氮含量。这些数据的差别并不是很大,这表明了获得最多的氮含量肯定是在熔清过程中发生的,而不是在钢水保持阶段。既然铬促进了氮的吸收,所以当用新合金熔炼时,常规的做法是在钢水熔清后加入这种组分。但是,大量含Cr回炉料的重熔会出现特殊的问题。
此外,加入氮化物形成元素后,氮含量并没有减少的情况表明,氮化物肯定是在凝固过程中或凝固后形成的,因此他们没有从钢水中飘起(如在脱氧时)而是裹夹在金属内。
从化学当量计学来讲,每0.010%的氮需要0.065%的锆来形成ZrN。这大概是在金属液中加0.1%Zr后金属中收得的Zr量。因此,加很少的锆0.1%就能有效地消除氮气孔,这是令人惊讶的。
当铸件是用100%的回炉料铸造时,人们会想到,氮的持续积累会使问题复杂。但是,当MTL的回炉料(经Zr处理过的)被重熔和重新铸造时,却不易产生氮致气孔(在表1中有HL40系列)。
在CA6NM钢液中,氮的溶解度高实际上对抑制氮气孔的产生是有益的,因为氮气泡在钢液中成核之前,钢液中新熔的氮要高度富集。
图8是CA6NM-N的试验性相图,附有1大气压的氮气压下氮的平衡浓度。在图1中计算出来钢液中氮的溶解极限度为0.35%。还可画出在更低的气压下的平行等压线,氮的溶解度极限更低。
如果假定凝固过程中氮在固体中没有反扩散以及在液体中完全混合,它就有可能在凝固时被假设出来,就可运用Scheil等式:
CL表示氮化物在液体中的浓度
Cs表示氮化物在固体中的浓度
CO表示氮化物的平均浓度
ML表示剩余液体的质量分数
K表示平衡分配比
参照上面的等式与图8可知,如果钢液中有0.04%的溶解氮,只有最后10%的钢液中,氮足以超出极限溶解度0.35%。这在用顶浇法铸造时正确的,因为缺陷可以限制在冒口内。
但是,在底浇注铸造基尔试块中,距25毫米宽的基脚的底部和侧面几毫米处,有一簇簇的小孔。相反,冒口中并没有那么多的气孔和缺陷。既然龙骨试块有很大的冒口,补缩应该不成为问题。但是由于缺少对流(混合)特别是在狭窄的部位(例如基脚部位),在钢水凝固前沿,氮气会局部高度集中,并生核。见图9。
正在凝固的铸件的内的压力,是气孔形成的另一个考虑。一旦铸件外围形成了硬壳,压力可能会快速下降,降低氮气以及其他气体在钢液中的极限溶解度,并导致气体生核。图2中以镍硬铸件说明的就是这样的例子,其气泡形成的部位非常接近表面。这样的机制,也可能作为新研究的基尔试块和立方体铸铁产生气孔的一个因素。
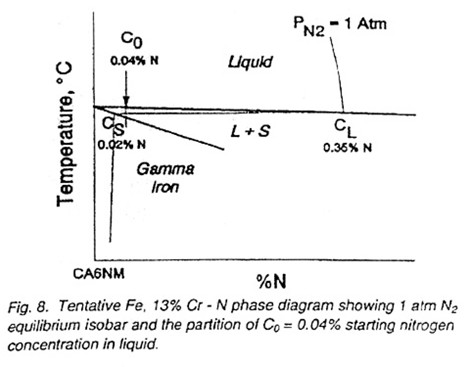 图8:Fe,13%Cr-N的试验性相图,表示在1atm氮气压下的平衡等压线和钢液中起始氮浓度Co=0.04%的部分。
结论: 在不得不循环利用大量回炉料的情况下,有铬的情况下,氮的吸收率较大,CA6NM铸件就越容易产生氮气孔。另一方面,在CA6NM钢液中,氮的高的溶解度会有助于解决这个问题。钢液中溶解的气体增多和铸铁内部的压力都对气孔的产生起了作用。
在浇包中,加入0.1%的锆能阻止重熔回炉料铸造的CA6NM铸件中氮气孔的产生。尽管铸件中的最终氮含量是高,对力学性能产生的负面影响最小。
|
|
| 本文Tag:防止、高铬钢、氮气孔、方法 | |
|
本站推荐:
|
相关资讯:
|
温州哲成自控是国内专业的调节阀(气动/电动)、控制阀、自力式调节阀、气动截止阀、波纹管调节阀、气动切断阀专业厂家,欢迎新老客户来电咨询!
销售热线:0577-67980928 传真:0577-67980938 手机:18968997360 13736975604 邮箱:zczkvalve@163.com
厂址:浙江省温州市永嘉县五星工业区 国家工业和信息化部 备案/许可证编号为:浙ICP备14005643号 网站导航